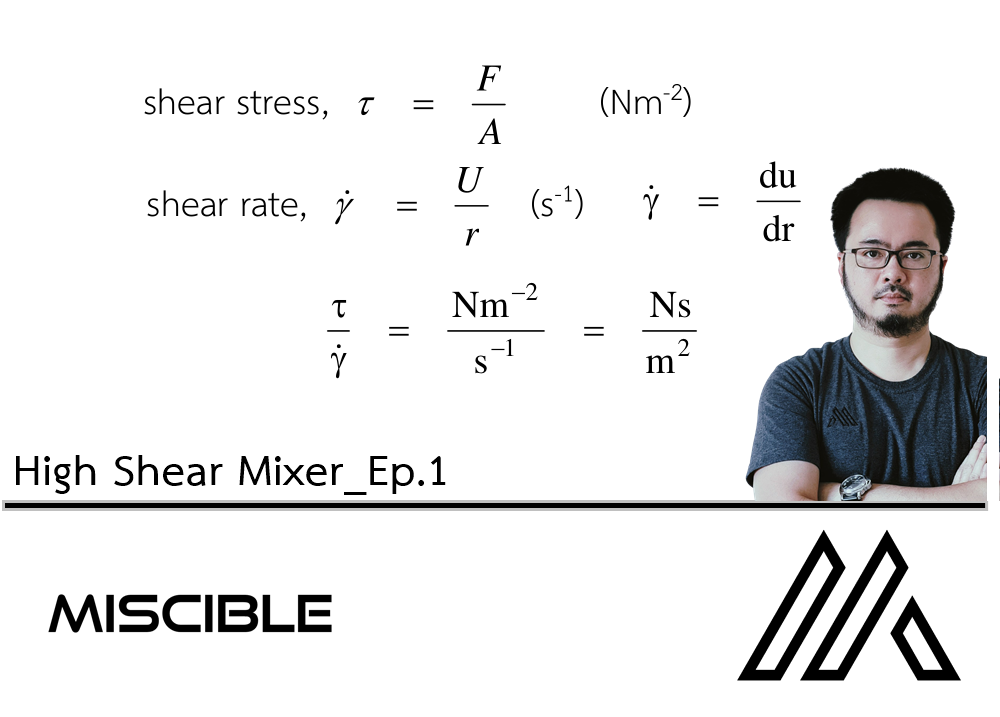
EP.1: CIRCULATION PATTERNS
ต้องขอกริ่นนำเพื่อเป็นพื้นฐานในการทำความเข้าใจก่อนจะไปในส่วนของ Advance Mixing กันประมาณนึงเลยครับ, ผมเห็นว่า CIRCULATION PATTERNS ควรจะเป็นเรื่องแรกในการทำความเข้าใจเพื่อให้เห็นถึง Patterns ของการไหล หรือ อาจจะเรียกว่า Flow Patterns ของใบกวนแต่ละชนิดก่อน, Impeller Type ที่ต่างกันมีการใช้งานต่าง Mixing Task กันจริงครับ และ หากเราตัดระบบการ Mixing อย่างง่ายออกไป เช่น Liquid-Liquid Mixing, Solid-Liquid Mixing ที่ระบบมีความสามารถในการเข้ากันได้ดี เราจะตระหนักได้ว่า Impeller Selection คือ พื้นฐานที่สำคัญอย่างมากต่อการออกแบบระบบครับ, อาจจะมีคำถามว่าแล้วถ้าเลือกผิดจะเกิดอะไร ผมขอตอบว่า หากเลือกผิดก็จะเกิดสิ่งที่ไม่น่าจะเหมาะสมตามมา อาทิเช่น การสิ้นเปลืองพลังงานโดยเปล่าประโยชน์, เกิดความไม่กระจายตัวอย่างสม่ำเสมอของอนุภาค, หรือ อาจจะไม่สามารถผสมเข้ากันได้เลย เป็นต้นครับ
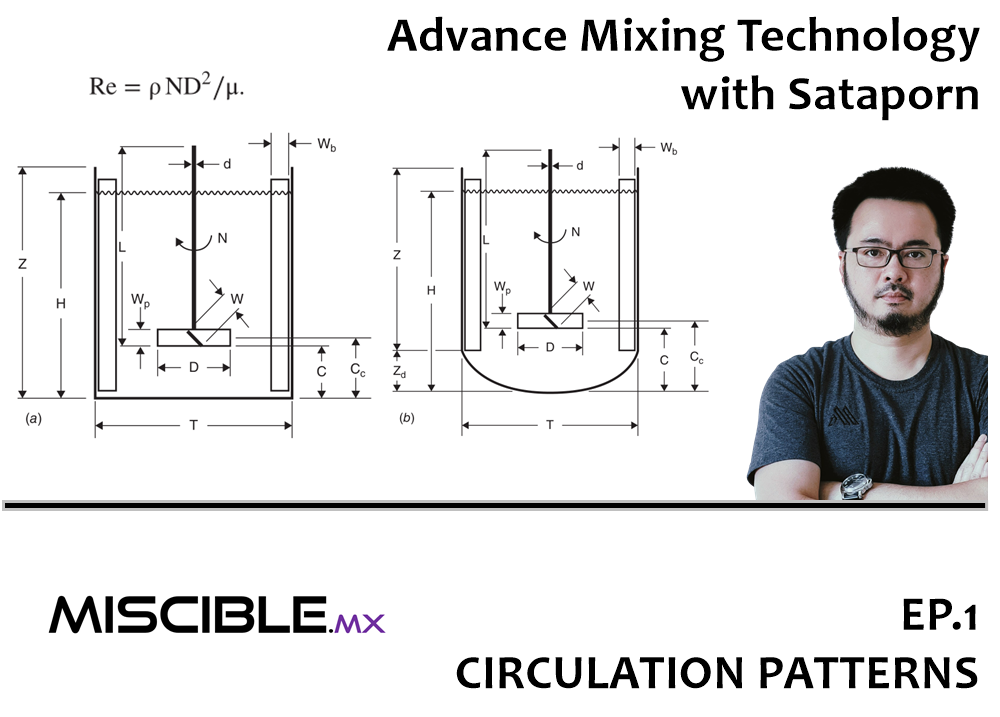
จากรูปหน้าปกด้านหน้าแสดงให้เห็นถึง Dimensions ที่จำเป็นต้องพิจารณาเบื้องต้นสำหรับการออกแบบระบบ Mixing ซึ่ง Dimensions เหล่านี้จะถูกนำมาคำนวณ, เลือก และ คาดการณ์รูปแบบของ CIRCULATION PATTERNS ครับ, ค่า Reynolds Number จะถูกใช้เป็นพื้นฐานในการกำหนดว่าช่วงของความปั่นป่วนนั้นอยู่ในระดับใด โดยทั่วไปกาก Re มากกว่า 20,000 เราจะกำหนดได้ว่าเป็น Fully Turbulent, หากน้อยกว่า 10 เราจะกำหนดได้ชัดเจนว่าเป็น Completely Laminar และ ช่วงระหว่างกลางจะเรียกกว่า Transitional Flow (Cr. ADVANCES IN INDUSTRIAL MIXING, A COMPANION TO THE HANDBOOKOF INDUSTRIAL MIXING, Wiley, P.155) ทั้งนี้มีข้อควรระวังเล็กน้อย คือ การคำนวณดังกล่าวบ่งบอกระดับเฉพาะใกล้ปลายใบกวนเท่านั้นครับ, ทั้งนี้ในพื้นที่การผสมอาจจะมีระดับของความปั่นป่วนตั้งแต่ง 1-3 ประเภทเลยก็ได้
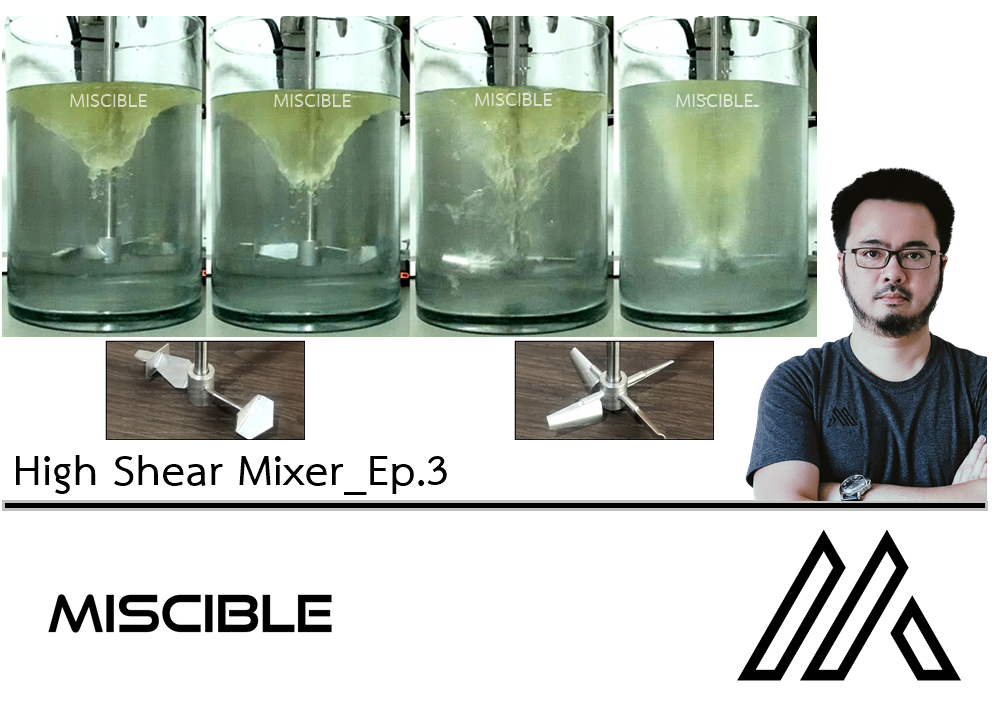
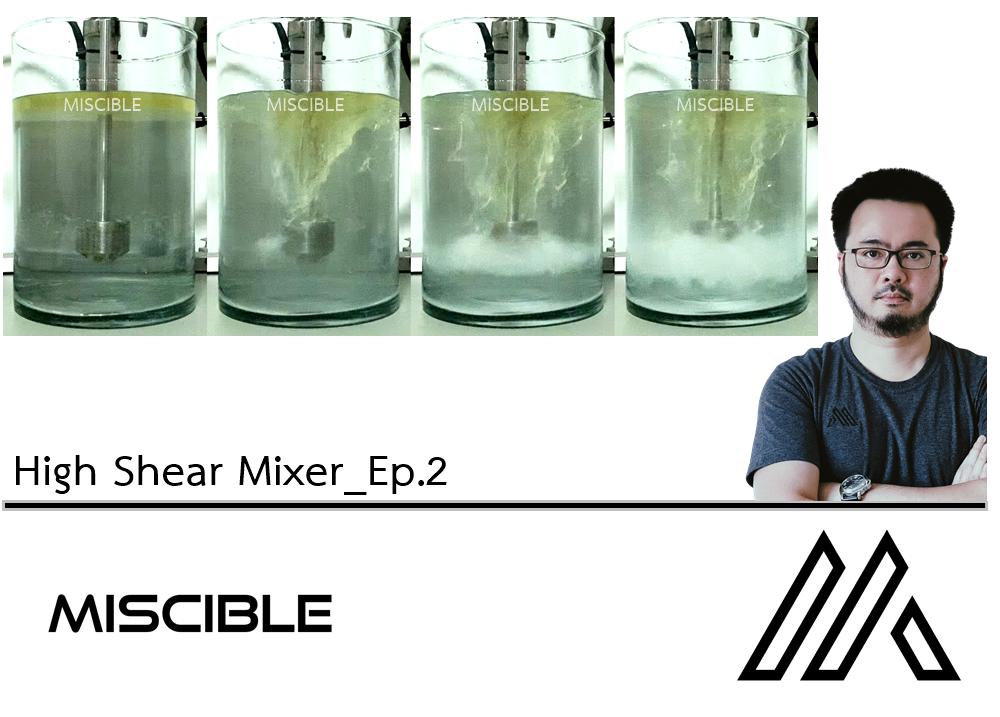
จากรูปด้านบนแสดงให้เห็นถึง Flow Patterns ของ Impeller 3 รูปแบบ จากซ้ายไปขวา ได้แก่ Axial Flow Hydrofoil, Mixed-Flow Down-Pumping Pitched-Blade Turbine (PBT) และ Radial Flow Flat-Blade Turbine (Cr. ADVANCES IN INDUSTRIAL MIXING, A COMPANION TO THE HANDBOOKOF INDUSTRIAL MIXING, Wiley, P.157) ซึ่งผมได้นำรูปของใบกวนจริงของบริษัทฯ มาแนบประกอบเพื่อให้เห็นภาพชัดเจนขึ้น, ทั้งนี้จากรูป Flow Patterns อ้างอิงจากสัดส่วนของ d/T = 0.3 (เส้นผ่านศูนย์กลางใบกวนต่อเส้นผ่านศูนย์กลางถัง), C/T = 0.3 (ระยะจากพื้นถังถึงส่วนปลายล่างของใบกวนต่อเส้นผ่านศูนย์กลางถัง), H = T (ระดับความสูงของของเหลวเท่ากับเส้นผ่านศูนย์กลางของถัง) และ B = T/10 (หน้ากว้างของ Baffle Plate เท่ากับเส้นผ่านศูนย์กลางถังหารด้วย 3) (Cr. ADVANCES IN INDUSTRIAL MIXING, A COMPANION TO THE HANDBOOKOF INDUSTRIAL MIXING, Wiley, P.157) ซึ่งครั้งต่อไปผมจะนำคลิปการทดสอบของ Flow Pattern ทั้งสามประเภทมาแสดงให้เห็นถึงความแตกต่างครับ
สถาพร เลี้ยงศิริกูล
บจก.มิสซิเบิล เทคโนโลยี
-1.png)